– это специальное фиксирующее приспособление для установки инструмента. Применяется в качестве основного элемента цангового патрона для зажима инструмента или заготовки цилиндрической формы. Также применяются и специальные цанги под квадратный или шестигранный хвостовик.
Конструкция и применение
Цанга представляет собой пружинящую разрезную втулку с усеченным конусом и отверстием необходимого диаметра. Корпус цанги имеет специальные пропилы, которые обеспечивают движение фиксирующих лепестков при установке или снятии инструмента. Сжимающее усилие обеспечивает вращение гайки.
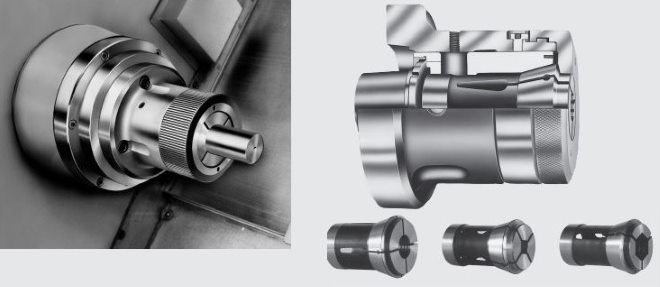
На рисунке ниже приведены цанга (1), фреза с цилиндрическим хвостовиком (2) и цанговый патрон (3).
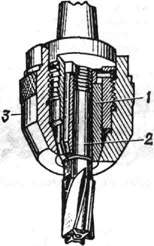
Данный фиксирующий элемент предназначен для установки в цанговый патрон который, чаще всего, является отдельным элементом оснастки металлорежущего станка. Сам патрон устанавливается посредством конуса Морзе на посадочное место патрона. Также он может быть и
составной частью
станка.
Цанги широко применяются в современных металлорежущих станках – токарных, сверлильных и фрезерных. Основным преимуществом
данного типа
фиксации является высокая скорость установки или съёма инструмента. К недостаткам можно отнести необходимость строгого соответствия типоразмеров патрона и цанги.
Мнение эксперта:
Резцы цанги для автоматов продольного точения швейцарского производства представляют собой высококачественные инструменты, обеспечивающие точную и эффективную обработку деталей. Эксперты отмечают, что цанги обладают высокой износостойкостью и точностью, что делает их незаменимыми в процессе точения. Благодаря использованию современных технологий и материалов, резцы цанги обеспечивают минимальные потери при обработке и повышают производительность станка. Эксперты считают, что выбор качественных цанг для автоматов продольного точения является ключевым фактором для достижения оптимальных результатов и снижения затрат на производство.

Виды цанг
В современной металлообработке применяются
различные виды
цанг, отличающиеся размером и конструктивным исполнением. Фиксаторы общего назначения подразделяются на:
- Сквозные и глухие. Сквозные могут фиксировать деталь неограниченного размера и применяются, к примеру, для фиксации прута для токарной обработки.
- Одна или две зоны зажима. Наиболее жесткую фиксацию обеспечивают цанги с двумя зонами зажима, полностью исключая отклонение от оси шпинделя.
- Цанги для метчиков и другого инструмента с квадратным или шестигранным хвостовиком. Конструкция данного типа фиксаторов обеспечивает осевую компенсацию.
Интересные факты
-
Резцы цанги к автоматам продольного точения швейцария— это высокоточные инструменты, которые используются для обработки деталей на токарных станках с ЧПУ. Они отличаются высокой прочностью, износостойкостью и долговечностью.
-
Цанги для автоматов продольного точенияпредназначены для фиксации заготовок и инструмента в станке. Они обеспечивают надежное крепление и точное позиционирование деталей, что позволяет добиться высокой точности обработки.
-
Резцы цанги к автоматам продольного точения швейцарияпроизводятся из высококачественных материалов, таких как твердый сплав, быстрорежущая сталь и керамика. Это позволяет им выдерживать высокие нагрузки и работать в сложных условиях.

Применение цанг в токарных станках

Цанга и цанговый патрон применяется в качестве основной фиксирующей оснастки при необходимости продольной обработки заготовок малого диаметра. Данные приспособления могут быть оснащены керамическими или твердосплавными вставками для повышения стойкости к износу и предотвращения налипания металла.
Для работы с заготовками на токарных станках-автоматах используются подающие и зажимные цанги. Подающая применяется совместно с зажимной и обеспечивает достаточный зажим заготовки для перемещения в осевом направлении, при раскрытом положении второй фиксирующей оснастки. Данный тип цанг имеет резьбовое соединение с трубой подачи. При удержании заготовки зажимной штангой, подающая перемещается назад в исходное положение. Перед подачей зажимная освобождает заготовку и подающая перемещает вместе с ней вперед.
Зажимная цанга обеспечивает автоматическую фиксацию прутка и располагается в передней части шпинделя. На токарно-револьверных станках чаще всего применяются цанги с обратным конусом, что обеспечивает более высокую жесткость благодаря увеличению силы зажатия при осевом резании.
Опыт других людей
Резцы цанги для автоматов продольного точения из Швейцарии вызывают восторженные отзывы у профессионалов. Их качество и точность позволяют достигать высоких результатов в обработке металла. Пользователи отмечают долгий срок службы и отличное качество реза, что делает их незаменимыми в производстве. Резцы цанги для автоматов продольного точения из Швейцарии — надежный выбор для эффективной работы.

ГОСТы
На цанги зажимного типа, предназначенных для хвостовиков цилиндрической формы, действует ГОСТ 17201-71. Другие часто используемые стандарты определяют основные и присоединительные размеры цанг. Для зажимных цанг действует ГОСТ 2876-80, для подающих – ГОСТ 2877-80. Из международных стандартов общеприменимым является DIN 6499, ISO 15488, регулирующий параметры цанг ER – с двумя зонами зажима и сквозным отверстием.
В токарных
автоматах выдвижение (подача) и зажим прутка производятся при помощи
механизма, существенными звеньями которого являются подающие и
зажимные цанги.
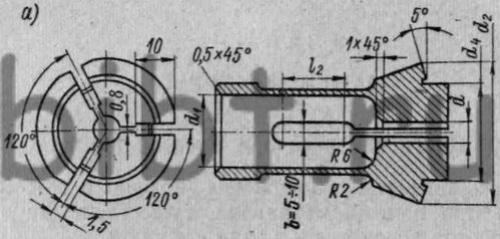
Фиг. 91.
Цанга для
выдвижения прутка.
Подающая цанга
представляет собой разрезную втулку, губки которой при термической
обработке находились в сжатом состоянии (фиг. 91). Упругость ее губок
должна обеспечивать зажим прутка с силой, достаточной для того, чтобы
перемещать его в осевом направлении при раскрытой зажимной цанге.
Вместе с тем упругая сила губок подающей цанги не должна быть слишком
велика, так как подающая цанга должна проскальзывать по прутку,
перемещаясь в исходное положение, в то время как пруток удерживается
зажимной цангой.
Подающая цанга и
труба подачи имеют резьбовое соединение. Когда пруток зажат зажимной
цангой, подающая цанга, двигаясь назад, проскальзывает в исходное
положение. Перед подачей зажимная цанга освобождает пруток, и
подающая цанга перемещается вместе с ним вперед, захватывая его с
силой предварительного натяга цанги.
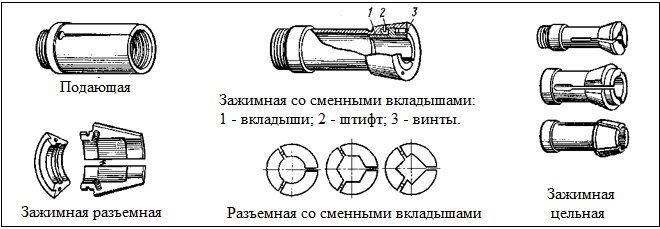
В
последнее время
получили применение подающие цанги со сменными вкладышами, которые
обеспечивают их более рациональное использование, так как дают
возможность одну и ту же цангу применять для подачи прутков разного
диаметра и профиля.
По условиям работы
подающие цанги должны обладать высокой износостойкостью, вследствие
чего они обычно изготовляются из цементируемой стали или из стали с
повышенным содержанием легирующих элементов.
Автоматический
зажим прутка на токарных автоматах производится при помощи зажимной
цанги, помещаемой в переднем конце шпинделя.

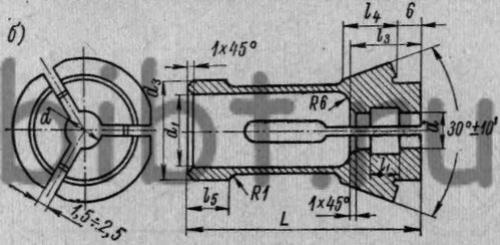
Фиг. 92.
Цанга для
закрепления прутка: а — диаметром до 5 мм; б — диаметром
от 6 до 36 мм.
Существуют
различные конструкции зажимных цанг и, соответственно, методы зажима.
На револьверных автоматах применение получили цанги с обратным
конусом (фиг. 92). Такое крепление прутка обеспечивает большую
жесткость, так как осевое усилие резания увеличивает силу зажатия
прутка цангой.
Цанга может
упираться в шпиндель станка своей передней частью (фиг. 22, в). В
этом случае для зажима прутка на цангу находит втулка, к которой
необходимо приложить сжимающее усилие. Такое крепление обеспечивает
точную подачу прутка, так как в процессе зажима цанга остается
неподвижной в осевом направлении, а перемещается втулка.
Основным
недостатком указанной схемы крепления прутка является сравнительное
увеличение габаритов зажимного механизма.
В зажимных цангах
для круглого и шестигранного материала делается три прорези, для
квадратного — четыре.
Зажимные цанги
обычно изготовляют из сталей У8, 9ХС; после закалки они должны иметь
твердость рабочей части RC~ 58—60, а хвостовой — RC ~
38—50.
В последнее время
находят применение цанги с переходными сменными губками, которые
крепятся к основному телу цанги винтами. Такие цанги на практике
оказываются весьма удобными, так как зажимают губками прутки разных
диаметров. Таким образом, комплект цанг для различных диаметров
прутков заменяется комплектом губок. Кроме того, улучшаются условия
термической обработки цанг, так как сменные губки термически
обрабатываются самостоятельно.
Недостатком цанг
со сменными губками является сложность конструкции и несколько
пониженная жесткость.

Цанги, применяемые
для обработки деталей, вызывающих небольшие силы резания, имеют
обычно шлифованное отверстие, благодаря чему поверхность прутка в
местах зажатия не портится. При больших силах резания для увеличения
трения между прутком и цангой зажимную поверхность делают рифленой.
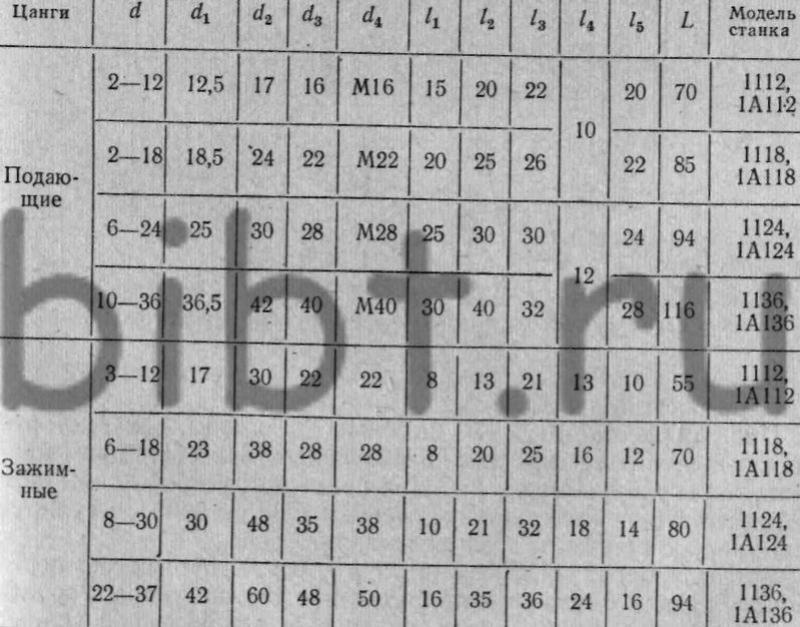
Основные размеры
подающих и зажимных цанг, показанных на фиг. 91 и 92, приведены в
табл. 35.
Таблица 35
Основные размеры(в мм)
подающих и зажимных цанг, применяемых на
револьверных автоматах(фиг. 91 и 92)
Такое устройство, как патрон цанговый, представляет собой разновидность зажимных механизмов, используемых для фиксации режущего инструмента, вращающегося с большой скоростью. В отличие от моделей быстрозажимного типа, цанговые патроны не требуют использования дополнительных приспособлений, таких как винты, шпильки или стопорные элементы, поэтому такие устройства часто называют самозажимными.
Зажимными элементами цангового типа оснащают патроны для токарного станка, в которых фиксируются детали в процессе обработки. Такие патроны в зависимости от геометрических параметров обрабатываемой заготовки могут отличаться как своими размерами, так и формой зажимных элементов. Самыми распространенными из всех используемых на сегодняшний момент являются цанговые зажимы, относящиеся к типу ER.
Основные разновидности
Для комплектации современных металлообрабатывающих станков (токарных, фрезерных и сверлильных) используются самоцентрирующиеся патроны, оснащаемые двумя, тремя или четырьмя кулачками. Зажимные элементы в таких патронах могут приводиться в действие вручную или при помощи механического привода. Если говорить о сферах применения таких зажимных механизмов, то двухкулачковые патроны используются преимущественно для фиксации фасонных отливок в процессе их обработки, а при помощи трехкулачковых зажимных механизмов обеспечивается надежное крепление заготовок и хвостовиков инструментов круглой, конусной и шестигранной формы. Зажимные механизмы, оснащенные четырьмя кулачками, используются в тех случаях, когда для выполнения обработки необходимо зафиксировать несимметричную заготовку или деталь прямоугольной формы.

Вообще все механизмы для фиксации инструмента или заготовки в процессе обработки подразделяются на следующие категории:

- устройства цангового типа;
- рычажные устройства;
- устройства быстрозажимного типа (БЗП);
- клиновые зажимные устройства;
- гидропатроны;
- мембранные зажимы;
- термопатроны;
- двух-, трех- и четырехкулачковые зажимные устройства.
Самозажимные патроны, в которых используется цанговый механизм, нужны для оснащения как специализированных, так и универсальных станков. Преимуществом применения патронов данного типа является то, что их конструкция обеспечивает достаточное усилие зажима даже при небольшом значении крутящего момента, чего нельзя сказать о подобных устройствах других типов. При выборе цангового патрона следует обращать внимание на то, чтобы основные элементы его конструкции были изготовлены из закаленной стали. В таком случае он способен прослужить значительно дольше.
Как работает зажимной цанговый механизм
Фрезерный или токарный патрон, основу которого составляет цанговый зажим, работает по следующему принципу:
- Самозажимная гайка, которую закручивают, создает давление на торец цангового механизма.
- Под воздействием давления цанга передвигается в отверстие конусной формы, что приводит к сжатию лепестков, из которых состоит ее рабочая часть.
- Сжимаясь, лепестки цанги надежно фиксируют хвостовик инструмента или заготовку.

Соответственно, чтобы извлечь инструмент или заготовку из такого патрона, необходимо ослабить самозажимную гайку, уменьшив давление, которое она оказывает на цанговый зажим.
Большим преимуществом цанговых патронов для фрезерного станка (или токарного оборудования), если сравнивать их с подобными устройствами других типов, является то, что инструмент или заготовка, которые в них фиксируются, отлично центрируются, что обеспечивает их минимальное радиальное биение. Кроме того, чтобы использовать фрезерный или токарный патрон цангового типа, нет необходимости применять специальные ключи, которые, как правило, часто теряются.
Цанговые патроны можно использовать для фиксации деталей, конфигурация поперечного сечения которых не соответствует форме их входного отверстия. Для того чтобы зафиксировать в цанговом патроне такую деталь, применяются специальные картриджи, поставляемые в комплекте с устройством.
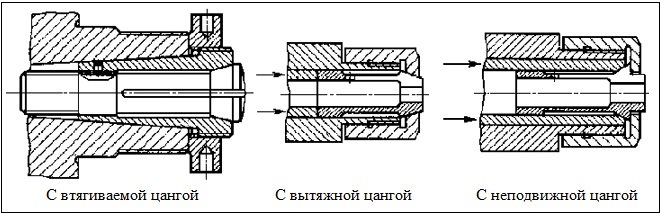
Конструктивные особенности
Основными элементами конструкции любого цангового патрона являются зажимная гайка и цанговый зажимной механизм, который может быть выдвижным, втягиваемым или неподвижным. В зависимости от своего назначения цанговые механизмы могут быть зажимными и подающими. Механизмы цангового типа используются и для фиксации обрабатываемых деталей по поверхности их внутреннего отверстия. Обеспечивает такую фиксацию специальное приспособление – цанговая оправка. Кроме фиксации деталей в процессе их обработки, цанговая оправка может использоваться для закрепления на ней фрез насадного типа.
Цанговые механизмы подающего типа применяются в тех случаях, когда зафиксированную в них деталь в процессе ее обработки необходимо периодически выдвигать из зажимного устройства. Конструкция такой цанги состоит из стальной втулки, на боковой поверхности которой выполнено три надреза, формирующих пружинящие зажимные лепестки, а также из трубки, через внутреннее отверстие которой заготовка подается в зону обработки. Перед началом использования такого механизма цанговая втулка вкручивается в резьбовое отверстие в трубке, а конец обрабатываемой заготовки пропускается между лепестками зажимного механизма. За подачу заготовки в зону обработки отвечает специальный шток, приводимый в действие посредством кулачкового или гидромеханического механизма.
Зажимная цанга, которая также выполнена в виде втулки с пружинящими лепестками, обеспечивает только фиксацию заготовки, без ее подачи в зону выполнения обработки. В зависимости от диаметра хвостовика инструмента или обрабатываемой заготовки, которые фиксируются при помощи цангового механизма, количество лепестков может быть различным. Так, для фиксации инструментов и заготовок с диаметром не больше 3 мм используются трехлепестковые цанги, с диаметром от 3 до 80 мм – четырехлепестковые, с диаметром более 80 мм – шестилепестковые.
Для фиксации инструментов и заготовок самого маленького диаметра нужны разъемные зажимные цанги, в конструкции которых присутствуют специальные пружины, отвечающие за разжимание кулачков. Цанги данного типа могут дополнительно комплектоваться вкладышами, подбираемыми в зависимости от диаметра инструмента или заготовки.

Цанговые патроны, конструкция которых дополнена еще одной гайкой, могут использоваться для фиксации инструментов небольшого диаметра с хвостовиком, имеющим форму конуса Морзе. Минусом цанг данного типа является то, что для инструментов различного диаметра необходимо использовать отдельный зажимной механизм.
Точение заготовок небольшого диаметра, выполняемое на станках продольного типа, также может выполняться с применением цанговых зажимных механизмов. Цанговые патроны, используемые в подобных случаях, отличаются своей конструкцией от обычных моделей.
Первое, на что следует обращать внимание при выборе зажимного патрона цангового типа, – это то, как такое устройство фиксируется на шпинделе используемого оборудования. Вариантов такого крепления может быть два: использование специального переходника или накручивание патрона на резьбовой конец шпинделя. Если фрезерный или токарный патрон цангового типа будет присоединяться к шпинделю станка при помощи фланца или посредством конуса Морзе, необходимо предварительно выяснить их точные параметры (диаметр пояска и параметры конусности).
Как уже говорилось выше, в зависимости от диаметра хвостовика инструмента или обрабатываемой заготовки выбирается количество зажимных элементов, которыми оснащена цанга. Кроме того, следует обращать внимание на материал, из которого изготовлены такие элементы: чем он тверже, тем дольше вам прослужит патрон.
Возможно, будет полезно почитать:
- Заявление о приостановке работы в связи с невыплатой зарплаты
; - Что сказано об увольнении по собственному желанию в п
; - Как восстановить утерянную квитанцию Потерял чек сбербанка можно ли восстановить
; - Где взять номер лицевого счета для заявления на налоговый вычет?
; - Порядок заполнения перечня заявлений о ввозе товаров и уплате косвенных налогов Проверить уплату косвенных налогов в белоруссии
; - Поиск инн организации по названию
; - Дистанционное обучение на бухгалтерских курсах
; - Измерение величин Измеряется s в физике
;
Полезные советы
СОВЕТ №1
Выбирайте резцы цанги с высококачественным покрытием, таким как нитрид титана или даймонд-лайк покрытие, чтобы обеспечить долгий срок службы и высокую производительность.
СОВЕТ №2
Периодически проверяйте состояние цанги и резцов, чтобы своевременно заменить изношенные детали и избежать повреждения оборудования.
СОВЕТ №3
Используйте специальные смазочные материалы для уменьшения трения и износа резцов цанги, что поможет улучшить качество обработки и снизить износ оборудования.
Частые вопросы
Какие особенности резцов цанги для автоматов продольного точения?
Резцы цанги для автоматов продольного точения имеют специальную форму, обеспечивающую точное и эффективное резание материала. Они также обладают высокой износостойкостью и долгим сроком службы.
Как выбрать подходящие цанги для автоматов продольного точения?
При выборе цанг для автоматов продольного точения необходимо учитывать тип материала, который будет обрабатываться, скорость резания, а также особенности конкретной машины. Важно подобрать цанги с правильной геометрией и режимом резания для оптимальных результатов.